
Mastering Mill Reliability – More Uptime with Digital Gear Inspection
Maintaining the reliability of grinding mills is essential for uninterrupted operations and preventing costly failures. This content covers key topics such as the consequences of mill failures, hidden expenses, early issue identification, and the benefits of digital gear inspections. The goal is to equip operators with the knowledge and tools necessary for strategic maintenance and reliability.
Presented by:


Prefer to watch the webinar?
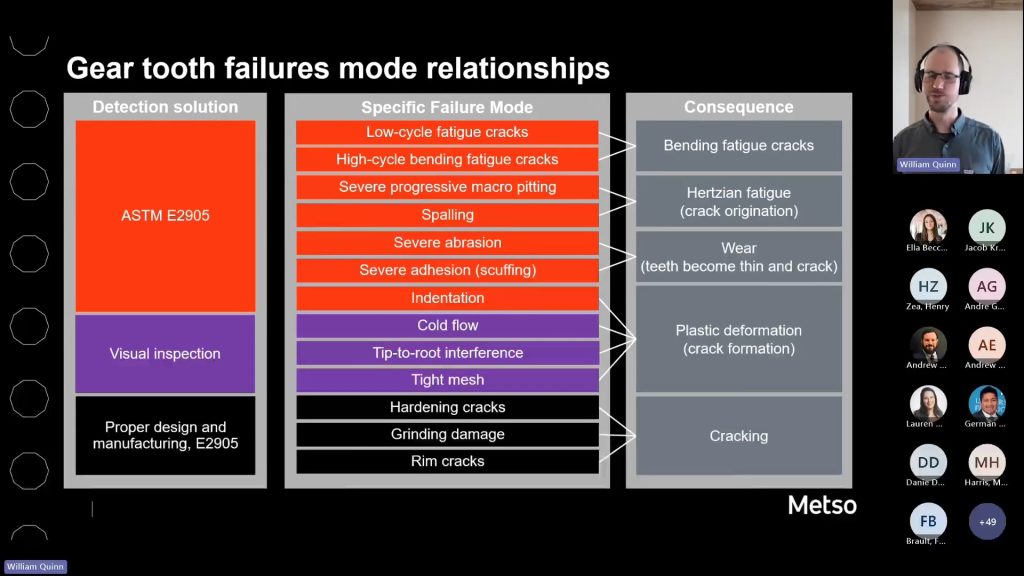
Gear tooth failures mode relationships
Statistics:
- 50% of mechanical mining business interruption claims stem from grinding mills.
- 81% of these are related to SAG mills, indicating high risks due to bottlenecks and recovery times.
Overview of Gear Failures:
- Gears are typically designed for 25 years of service or 219,000 hours under unidirectional loading.
- Common causes of gear failures include contamination, poor lubrication, and misalignment.
Detection and Prevention:
- Surface-breaking defects such as cracking or macro pitting can be detected using the ASTM E2905 standard.
- Non-destructive testing is useful but visual checks are essential for certain issues like tight mesh.
- Manufacturing defects such as hardening cracks and rim cracks should be addressed early, ideally during the design and manufacturing stage with strict QA and QC.
Recommendations:
- Importance of purchasing equipment from OEMs with robust QA and QC practices to ensure high-quality and defect-free gear systems.
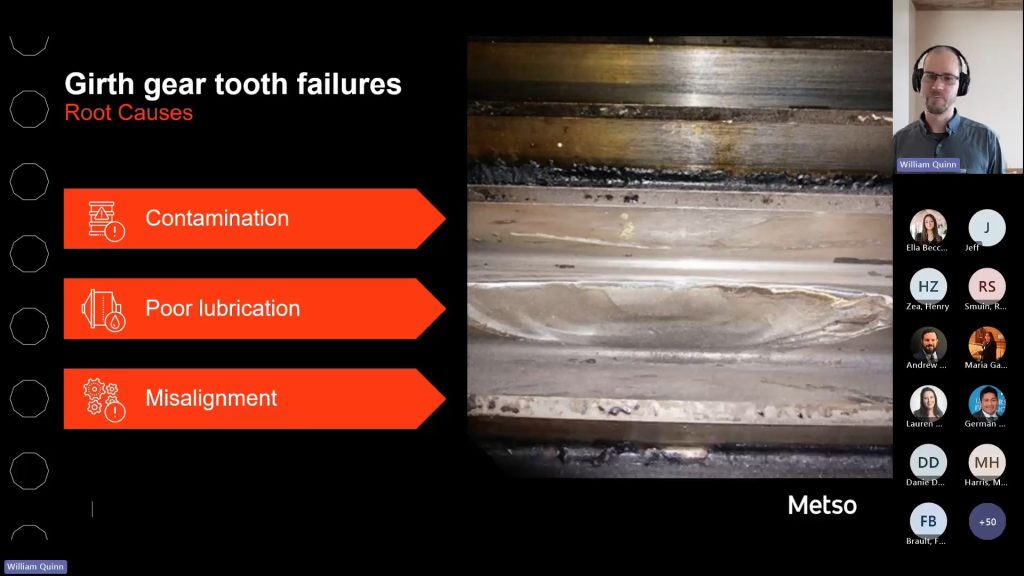
Girth gear tooth failures
Overview of Root Causes:
- Operational issues like contamination, lubrication, and alignment are fundamental root causes of gear failures.
Impact of Failures:
- The image depicts a fractured tooth section, highlighting the critical failure that needs to be avoided.
Preventative Focus:
- Emphasizes the importance of addressing these root causes early to prevent catastrophic failures and manage costs effectively.
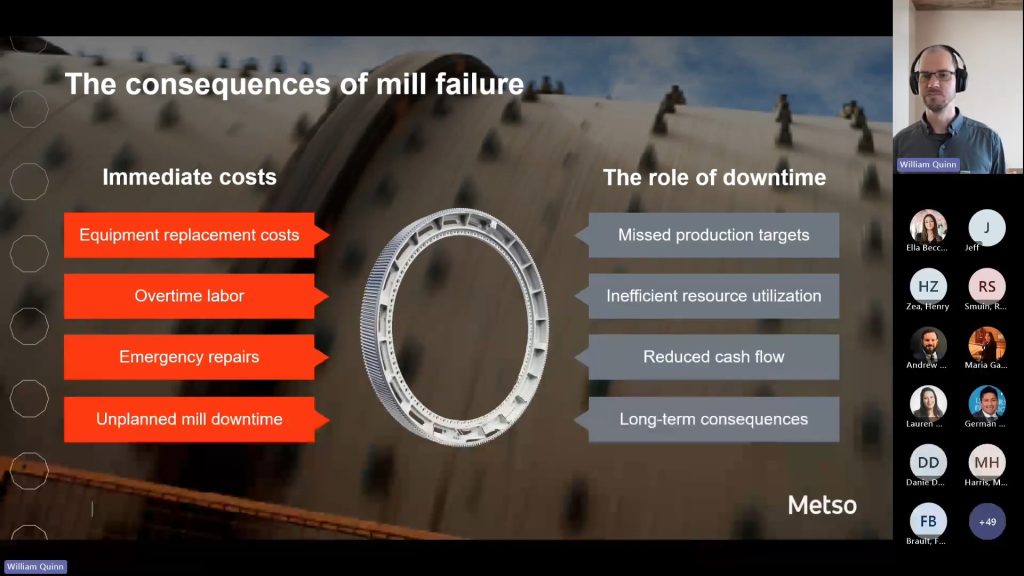
The consequences of mill failure
Immediate Costs:
- Upfront equipment replacement, including gears and pinions.
- Overtime labor for urgent repairs, increasing operational costs.
Expedited Operations:
- Rush repairs and expedited shipping can lead to significant additional expenses.
Operational Impacts:
- Equipment downtime results in missed production targets and production curtailment.
- Inefficient resource utilization due to emergency operations.
Long-Term Consequences:
- Reduced cash flow from halted production.
- Ongoing costs accumulate over time, particularly if production is reduced to manage gear issues.
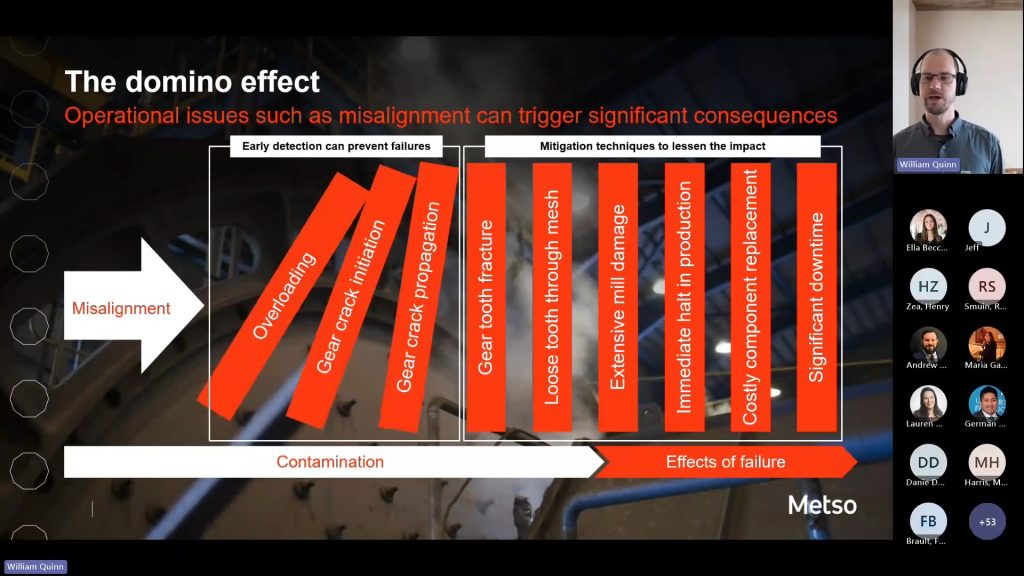
The domino effect
Discussion on the Domino Effect:
- Describes how initial operational issues like misalignment and contamination can trigger a chain reaction.
Detailed Failure Stages:
- Explains the stages from overloading to gear tooth fracture, highlighting the progression of damage.
Mitigation and Consequences:
- Discusses the importance of early detection and intervention to prevent progression to more severe stages.
- Outlines the severe impacts on production and the costs involved in replacement and downtime.
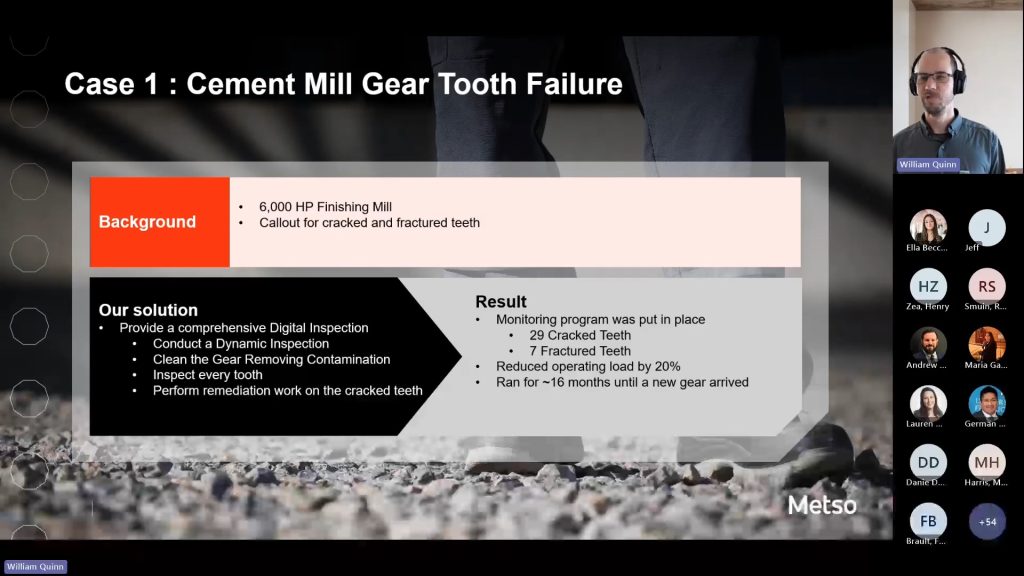
Case Study: Cement Mill Gear Tooth Failure
Case Introduction:
- A 6,000 horsepower finishing mill experienced severe gear tooth failures.
Solution Implementation:
- Utilized advanced digital and dynamic inspection techniques to accurately assess and address the damage.
- Performed necessary remediation to stabilize the condition of the gear.
Monitoring and Adjustments:
- Established a monitoring program to continuously assess the condition of the gear.
- Adjusted operating load to prevent further crack propagation and gear failure.
Long-Term Management:
- Managed to keep the mill operational with reduced load until a new gear could be sourced and installed.
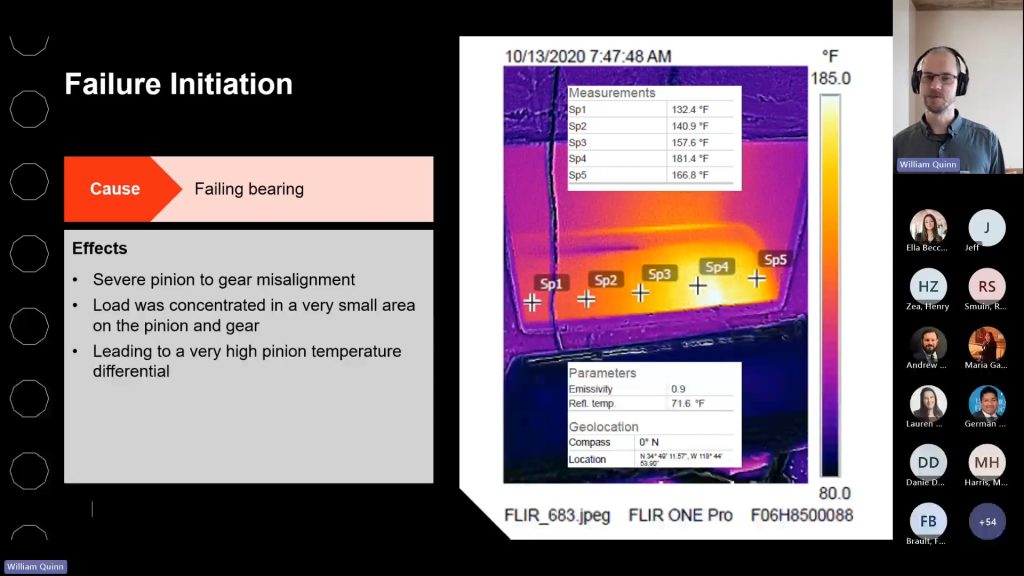
Failure initiation
Initial Discovery:
- Significant misalignment found during onsite inspection initiated by reports of cracked teeth.
Diagnostic Techniques:
- Utilized thermal imaging to pinpoint high-stress areas on the pinion.
- Stroboscopic inspections performed to monitor gear health without shutdown.
Underlying Mechanical Issues:
- Loss of axial clearance in floating bearing led to thermal expansion and subsequent misalignment.
- Damage to the bearing resulted in further misalignment and wear.
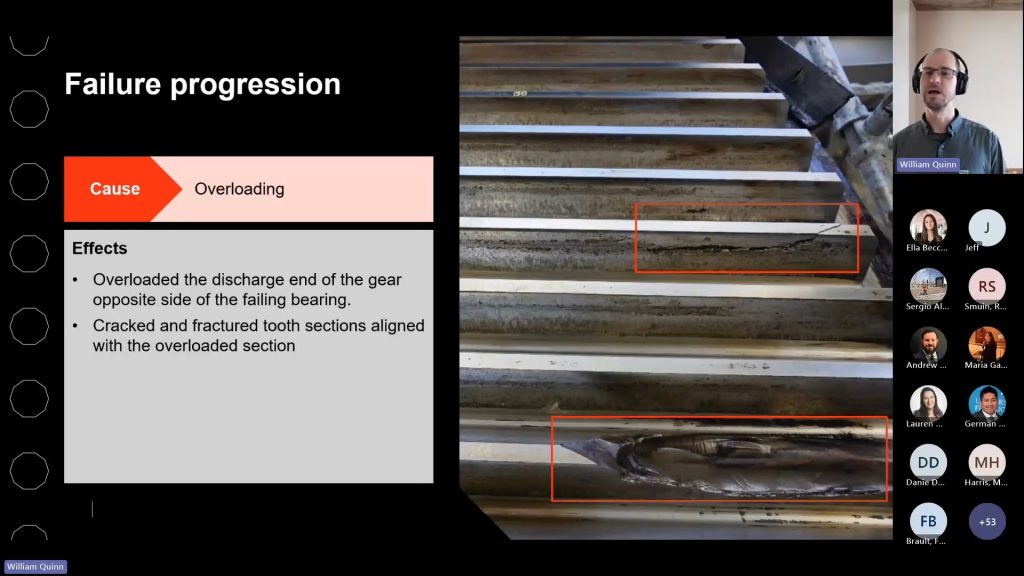
Failure progression
Overloading Consequences:
- Initial cracks led directly to tooth fractures due to severe overloading.
Failure Mechanics Explained:
- Macro pitting typically precedes bending fatigue; however, extreme overloading skipped this usual progression.
- Rapid progression from macro pitting to rippling and bending fatigue, indicating severe stress.
Immediate Corrective Actions:
- Replacement of the pinion assembly including bearings and housings to restore proper alignment and functioning.
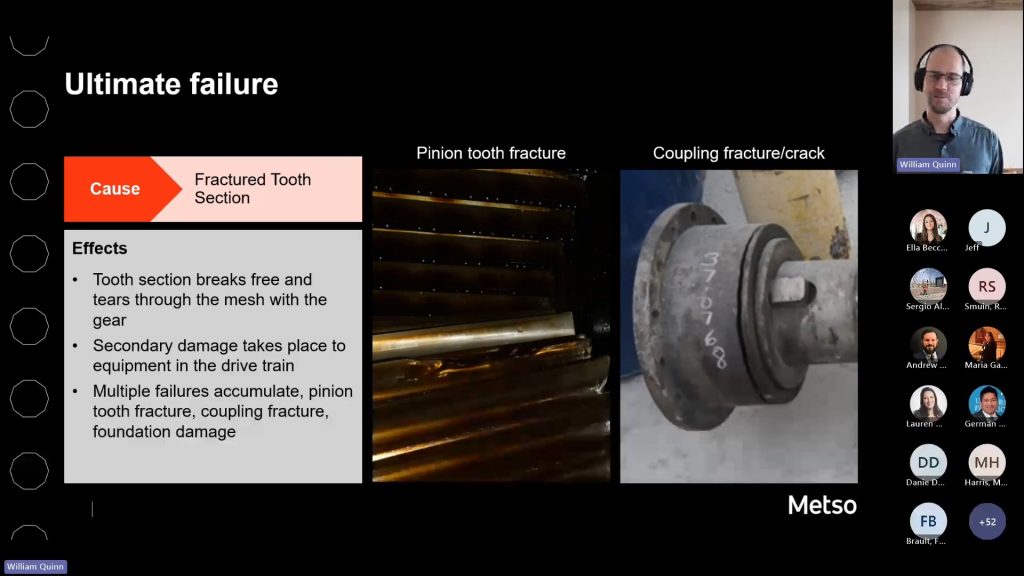
Ultimate failure
Initial Damage: A tooth section breaking off and moving through the gear mesh, causing further damage.
Cascading Effects:
- Starts with a small bearing issue, escalating to more significant gear and tooth fractures.
- Affects multiple components including the pinion, gear, coupling, reducer, and the mill’s foundation.
Economic and Operational Impact:
- Significant costs and downtime accumulate as the damage cascades through the system.
Consequences of the Failure
Economic Impact:
- Significant repair costs to keep the mill operational, including mitigating production curtailments that can have substantial economic effects over time.
- High upfront costs for equipment replacement, compounded by long lead times.
- Considerable labor expenses for ongoing maintenance and eventual replacement of major components.
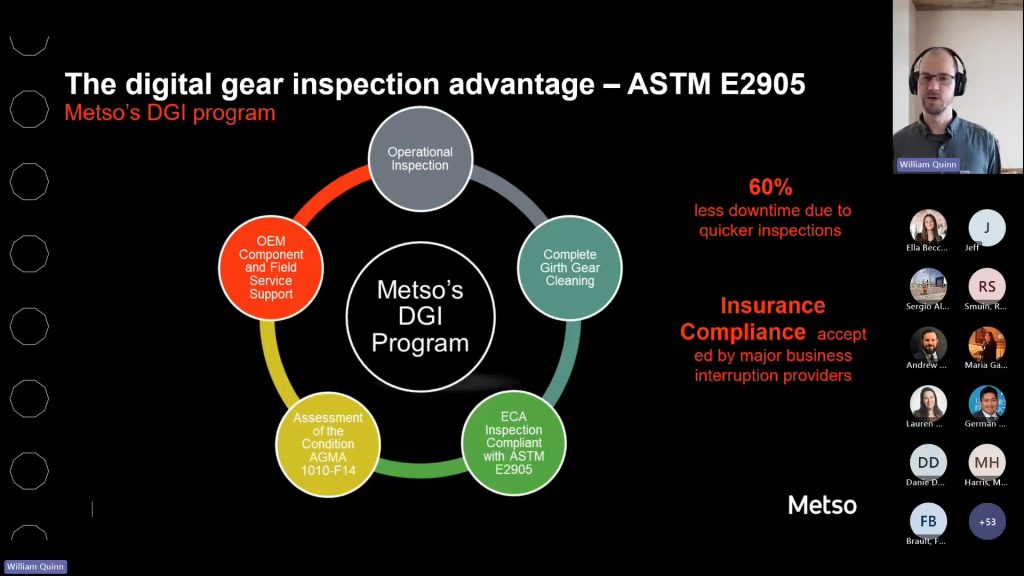
The digital gear inspection advantage
Introduction to Metso’s DGI Program:
- A comprehensive digital gear inspection program designed to catch misalignments, contamination, and lubrication issues.
- Includes a detailed assessment of the mill’s operational condition to diagnose potential failure modes early.
Key Techniques Employed:
- Dynamic inspections with thermal imaging to monitor gear temperature and alignment.
- Cleaning processes to remove contamination for better visual and eddy current inspections.
- Eddy current array (ECA) used as per ASTM E2905 to detect and classify gear cracks.
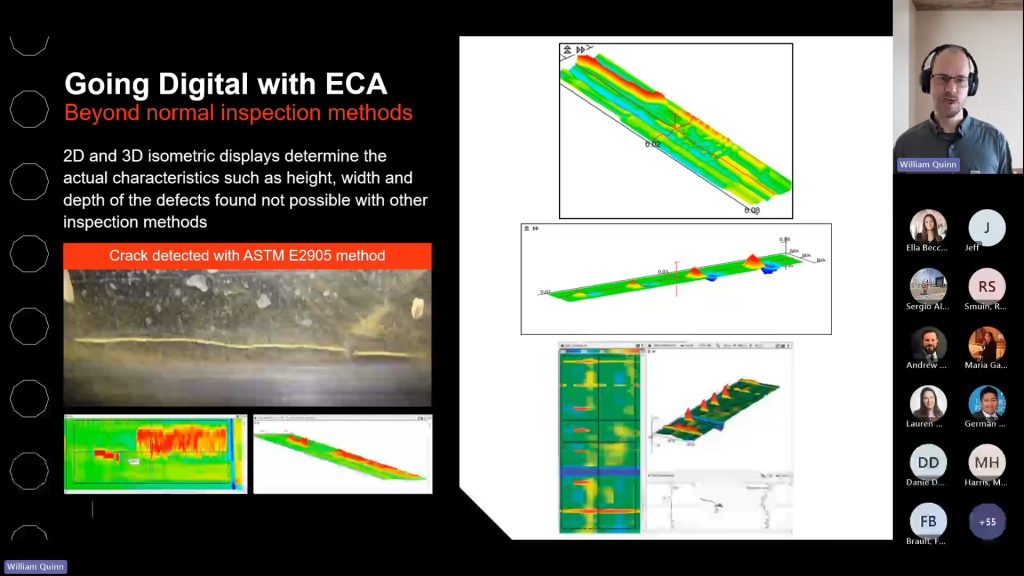
Going Digital with ECA
Digital Inspection Process:
- Utilizes eddy current array technology to detect surface-breaking defects on girth gear teeth comprehensively.
Data Analysis:
- Colorful isometric displays illustrate the variety of detectable defects, such as cracks and scuffing.
- Scuffing may indicate metallurgical changes due to loss of lubrication.
Data Management:
- All scan data is archived for future comparative analysis to monitor changes and trends in gear health over time.
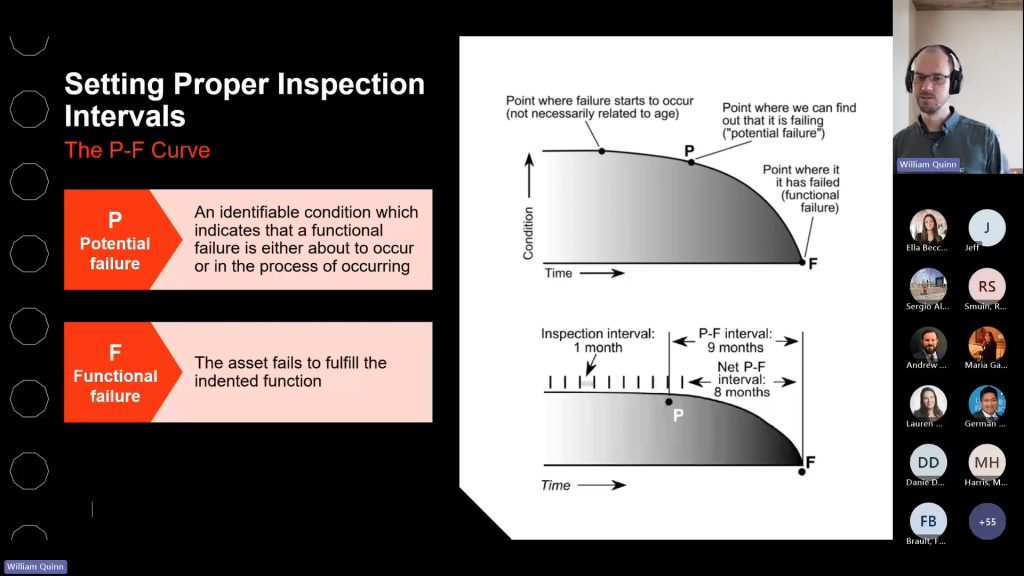
Setting Proper Inspection Intervals
Rationale for Inspection Timing:
- The necessity of basing inspection intervals on scientific methodologies rather than tradition.
- The P-F interval is crucial for predictive maintenance, ensuring problems are caught and addressed early.
Evidence from Experience:
- Since 2010, consistent inspections have successfully identified cracks before they become severe.
- Longer intervals between inspections, such as two years, have led to the discovery of larger, more serious cracks.
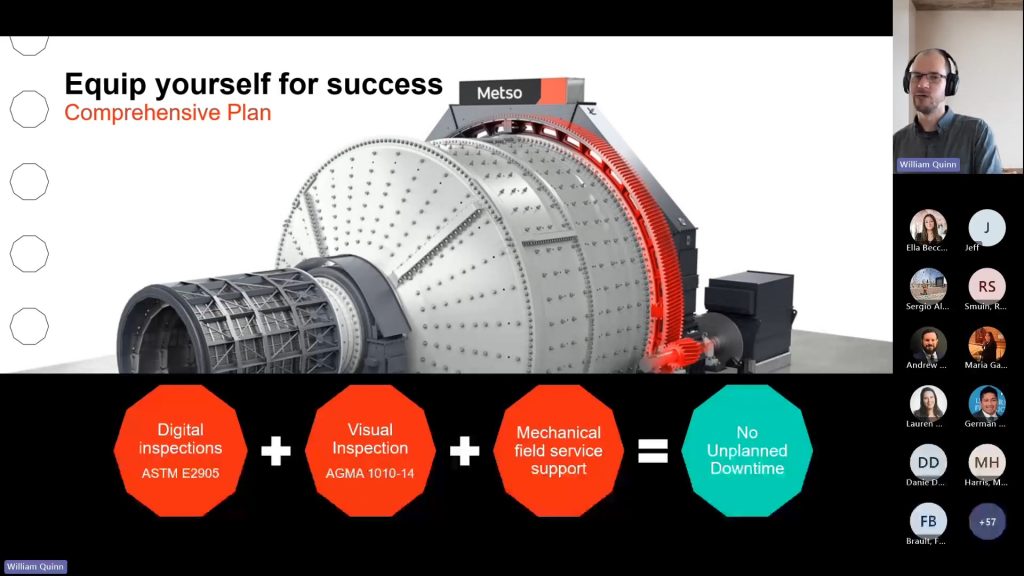
Equip yourself for success
Effective Inspection Regime:
- A combination of digital and visual inspections, along with mechanical field service support, significantly lowers the risk of gear failure.
Certified Technicians:
- Trained in identifying various failure modes to ensure timely and accurate maintenance actions.
Strategic Outcomes:
- The comprehensive plan allows for effective planning and intervention, thereby nearly eliminating unplanned downtime.

Benefits of digital gear inspections
Proactive Prevention:
- Digital gear inspections are critical in preventing grinding mill failures.
- Offer a high level of precision and confidence in detecting gear issues.
Safety and Operational Efficiency:
- Enhances safety by mitigating risks early and ensuring the condition of gear systems.
- Contributes to reduced maintenance costs and increased operational efficiency.
Overall Benefits:
- Unparalleled accuracy, enhanced safety, cost savings, and increased productivity are key advantages.
- Helps mining companies and other operators maintain profitability and operational success.
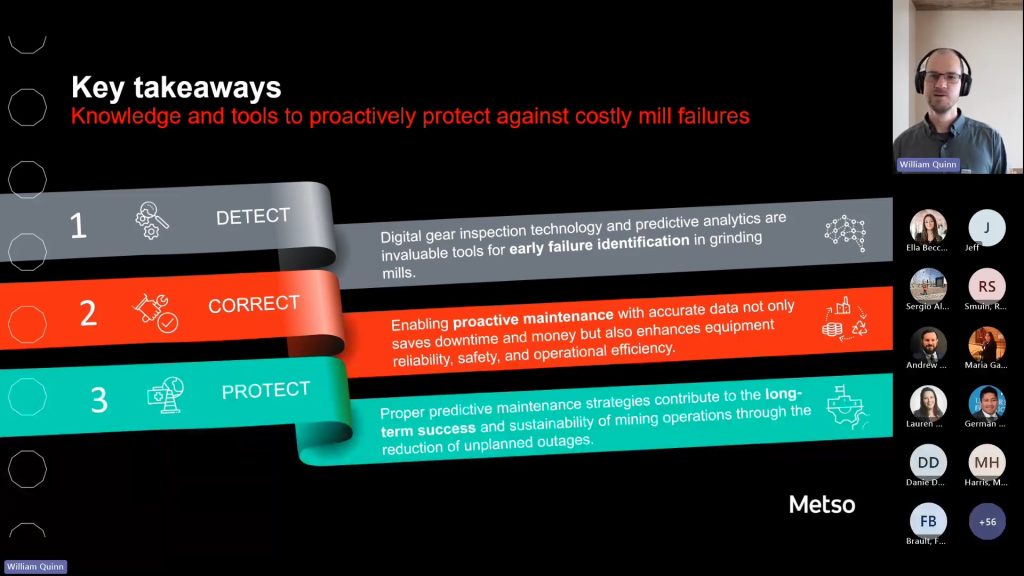
Key takeaways
Detection:
- Early identification of cracks and other defects provides the best opportunity for preventive action.
Correction:
- With early detection, corrective actions can be taken to address issues like misalignment, contamination, and lubrication system failures.
- Enables proactive maintenance, preventing further damage and ensuring reliable operation.
Protection:
- Implementing predictive maintenance strategies helps ensure the long-term success and sustainability of mining operations.
- Reduces the risk of unplanned outages, improving overall operational efficiency.
Questions
Question: How much time does it take to do one of these digital inspections?
Answer: Typically, it takes around 3 to 4 hours of uninterrupted inspection time. If there are other activities going on during the outage, such as trial repairs or pump changes, it can add more time. But, uninterrupted, it takes around 3 to 4 hours.
Question: Can you talk about the mill shell and mill head cracks? Is that available in this type of service or is it some other type of inspection offering?
Answer: Yes, definitely. We have different attachments for our eddy current array inspections. We have what’s called a shark probe that can rapidly identify cracks on a mill shell. We also have other technologies such as ultrasound to examine depth and phased array ultrasonic testing (AUT) to identify subsurface cracks. We have a variety of tools in our toolbox to identify problems with mill heads and shells.
Question: Do you provide equipment and training for inspections for operators to do themselves, or is this only offered as a service?
Answer: Currently, it’s only offered as a service. We have worked with some people in the past regarding this inspection equipment. However, they don’t deal with it on a regular basis like we do, which involves a lot of training and understanding of the failure modes, their causes, and how to correct them. Without daily exposure, it’s easy to lose that knowledge. Personally, I would recommend using it as a service because we handle it every day. There are companies that do it on their own, but they often struggle with understanding the failure modes and what’s happening with the equipment.
Question: What are the costs involved and the process for getting this done? Can you provide high-level guidance?
Answer: Absolutely. I always ask, what would you do if you had a gear failure and how much would you pay to prevent that failure? The costs are comparable to other NDT services in the market. We’re neither overly high-priced nor cheap; you get what you pay for. Typically, costs can vary widely based on the specific scope of work.
For example, if we’re inspecting a mill that we have to ourselves and can rotate as needed, and it’s a small mill, it might take as little as three to four hours. However, if we’re working in parallel with relining and other tasks, we might need a crew of four people over four days, which significantly affects the cost.
Unfortunately, there’s no straightforward answer. I recommend reaching out to your local account manager for a proposal tailored to your specific case. Each case is different, and we’d be happy to provide detailed information and costs based on your needs.
Question: Can you talk a little bit about gear cleanliness? What is the typical expectation for gear cleanliness needed to perform these types of inspections?
Answer: Yes, as mentioned in the slide, we perform a gear cleaning before the inspection process. This is usually completed during the grind-out process, so it doesn’t add extra time to the outage. Most NDT services, whether ultrasound, visual, magnetic particle, or dye penetrant, require a clean surface to see what’s going on.
Eddy current array can only detect so much damage. As noted, it doesn’t see everything, so getting a good visual on the gear and seeing the trending damage is crucial. A clean gear improves the sensitivity of the equipment and enhances the probability of detecting the smallest indications.
Eddy current array can scan through some coatings with some liftoff, but reducing this to a minimum enhances detection probability. Thick amounts of lubricant and buildup, especially with asphaltic types, make it critical to have the gear as clean as possible for the inspection. However, a light film or a bit of light oil left on the gear surface is acceptable, so it doesn’t need to be completely wiped clean like for a magnetic particle or LPI inspection.
Question: Is any special equipment needed to clean the gear prior to inspection, or anything extra that needs to be taken into account?
Answer: No, nothing is needed from the site end of things. As the cleaning provider, we will bring the appropriate equipment for the cleaning, including pump kits to apply the cleaner to the gear. The only preparation needed from the site is to place a clean, empty barrel underneath the mill to catch the spent lubricant and cleaning product.
Question: The result was a reduced operating load by 20%. What do you mean by a reduced operating load? Is this mass, varying pressure, power draw, mill speed, etc.? Additionally, how do you determine the extent to reduce mill operation?
Answer: The recommendation to reduce the mill operating load was based on how much effective face width was taken out of contact. We examined the fractured teeth and did a rough rating on the gear set. For example, if the original face width was 35 inches and now it’s effectively 25 inches due to tooth loss, we assessed what kind of power that reduced area can hold and maintain. This gave us a rough correlation to the required load reduction.
When we talk about load, we are referring to torque, which is what the gear sets are rated against. Since the speed remains relatively consistent (to maintain the proper critical speed for the mill), the main variable to adjust is the power draw. For a ball mill, the effective way to reduce the power draw is by lowering the tonnage put into the mill and adjusting the ball charge. This method was used to achieve the desired reduction in operating load.
Question: What is the lead time for a new bull gear?
Answer: Ballpark, the lead time for a new bull gear can be quite long. Depending on the size, it can range from about a year to a year and a half. For specific information, it’s best to reach out to your regional site account manager who can provide the exact lead time for your particular gear.
In terms of the P-F interval, the 9-month or 8-month interval shown in some slides is more of a conceptual demonstration. For mill gears, we recommend one-year inspection intervals. This allows for early detection of small indications and provides ample time to order and receive new equipment if needed, effectively managing the risk within the lead time of gearing.